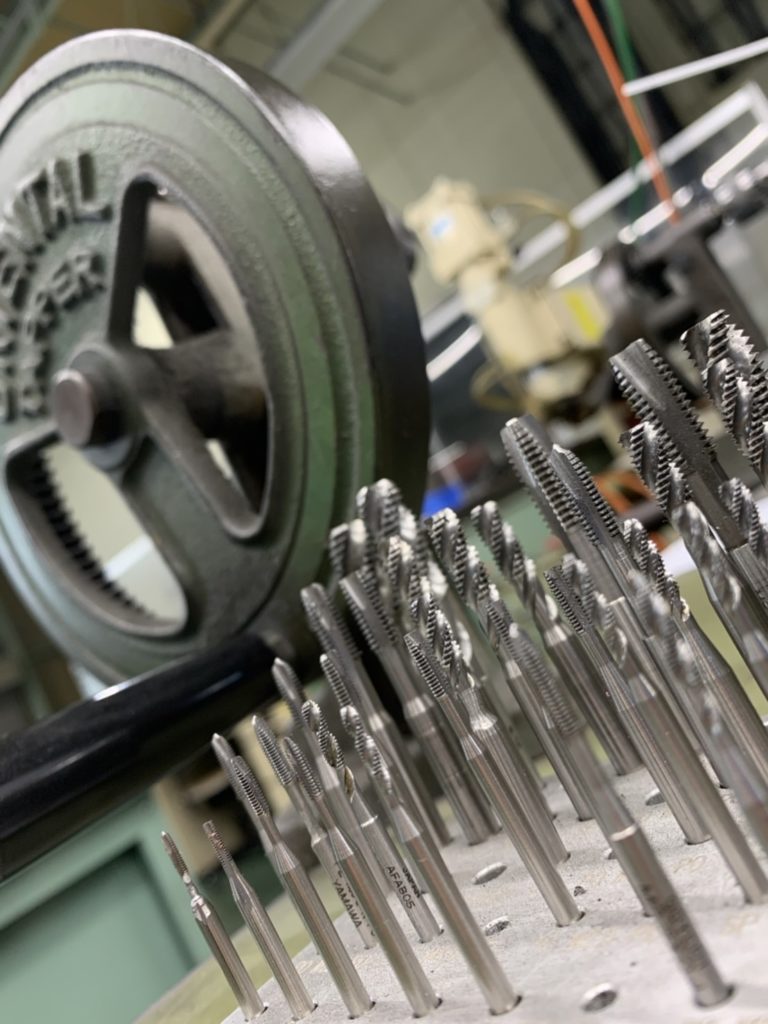
タップってなに?試作人が簡単解説!
おはようございます!本日はタップについて解説していきます!
穴あけ加工の一つであるタップ。種類なども含めて紹介していきますので是非ご覧ください♪
目次
タップとは?
おねじを使って何かを固定するときには、ねじ山に合わせるための穴「めねじ」が必要です。
めねじを作るには、ドリルで開けた下穴をねじ形状に変形させる「タップ加工」を行う必要があります。
このタップ加工に使用する工具が「タップ」です。
旋削加工やフライス加工、放電加工などでめねじを作ることもできますが、タップ加工はそれらの加工方法に比べて簡単に行えます。
タップの材質には、ハイス(HSS、高速度工具鋼)や超硬合金などが使われます。
ハイスは靭性があるため折れにくく、超硬合金は耐摩耗性に優れているのが特徴です。
タップの構造
食い付き部
タップをまっすぐ下穴に差し込めるよう、テーパー状になっている部位です。
食い付き部に完全なねじ山を作る機能はない(不完全ねじ)ので、作りたい有効ねじ長を算出する際は、このテーパー部分の長さは含めずに計算しなければなりません。
完全ねじ部
実際に有効なねじ山を作る部位です。
隣り合った山と山の間隔はピッチと呼ばれ、組み合わせるおねじの規格に適合するタップを選ぶ必要があります。
溝部
タップ加工をする際は谷となる部分を削り取っていくため、切粉が出ます。
この切粉を排出する通り道が溝部です。
ストレート溝やねじれ溝など、溝の形状にはいくつか種類があります。
切粉の排出性はタップ加工の作業性や仕上がり、工具寿命に大きくかかわるため、溝部は重要な部位といえます。
シャンク部
タップハンドルやフライス盤などの回転工具に取り付ける柄がシャンク部です。
シャンク後端には、回り止めかつ回転トルク伝達がしやすいように四角形のタングが設けられています。
タップの形状の種類と特徴
ハンドタップ

ストレートの溝を持ち、手作業による加工で使われるタップです。
強度を確保できるので、調質された金属などの被削材に適しています。
機械加工で使用できないわけではありませんが、切粉を溝に抱えてしまうい、加工速度を上げられないといったデメリットがあるため、通常は他のタップを使用します。
ハンドタップは、1番・2番・3番タップ、または先・中・上げタップと呼ばれる、食い付き部の異なる3種類のタップを使い分けるのが基本です。
それぞれを順に使用することで、必要な有効ねじ長をより深い位置まで確保できます。
ポイントタップ
シャンク側はストレート溝、先端側は左ねじれの斜め溝という溝形状をしているのがポイントタップで、ガンタップとも呼ばれます。
先端側の斜め溝部分により、切粉がタップの進行方向(穴奥側)に排出されるので、切粉が作業の邪魔にならない点がメリットです。
ただし、切粉排出の性質上、止まり穴にポイントタップを使用すると切粉が詰まってしまうため、用途は通り穴加工に限られます。
特に、切粉がカールするような被削材に適したタップです。
スパイラルタップ タップ部分にらせん状(スパイラル)にねじれた溝がある構造で、進行方向とは逆に切粉を排出できるタップです。
切粉が手前(シャンク側)に排出されることから、止まり穴の加工に適しています。
ねじれ角にはいくつか種類があり、角度が大きいものほど切粉排出性に優れます。
強度面でハンドタップに劣ることから、主に切粉がカールする軟素材の加工に最適です。
食い付き部が短く、手作業ではタップを垂直に立てにくいため、一般的には機械による加工で使用します。
管用タップ
管用タップは、配管類を接続・結合するためのめねじ作成に用いられるタップです。
密閉結合用のテーパーねじを作るタイプと、機械的接合用の平行ねじを作るタイプがあります。
盛り上げタップ

これまでご紹介した4種類のタップは、素材を削ってねじ山を作る切削タップですが、盛り上げタップは転造タップの一種です。
ロールタップや溝なしタップとも呼ばれます。
材料に圧力をかけて塑性変形させることでねじ山の成形を行うため、切粉は出ません。
アルミニウムや銅など、展延性の高い被削材に適しています。
めねじの周囲は圧延した状態になるため強度が高く、有効径のばらつきなどが少ないことも特徴です。
ハンドタップの使い分け方
1番タップ
最初の工程で使用するのが1番タップ(先タップ)です。
タップ先端9山辺りまでが食い付き部で、テーパー状に削られています。
タップ先端に向けて細くなっていることから、先端が下穴に入りやすく、まっすぐタップを立てることが可能です。
刃が少ないので弱い力で切削できる一方、穴の入り口部分にしかねじ山を作ることはできません。
2番タップ
1番タップによる加工の後に使用するのが2番タップ(中タップ)です。
タップの先端5山辺りまでテーパー形状に削れています。
ねじ山の修正を行ったり、フライス盤にハンドタップを取り付けて使ったりする場合は、2番タップが使われることが多いです。
3番タップ
仕上がりの際に使用するのが3番タップ(上げタップ)です。
穴の底まで加工を行うもので、食い付き部として先端1.5山が削れています。
通り穴は2番タップまででも加工を行えますが、止まり穴にねじ山を設ける場合は、3番タップでの加工が必須です。
タップを立てる手順と注意点
下穴をあける
最初にタップを立てたい被削材に対して、ボール盤などで下穴をあけます。
あける下穴のサイズは使用するねじの大きさで決まっています。
ねじのサイズに対して穴が小さすぎるとタップが動かなくなり、大きすぎる場合はねじ山を切ることができません。
寸法表を確認して、適切な穴をあけることが重要です。
この時、下穴が斜め方向だとタップが折れる可能性があるので、垂直になるように作業を行う必要があります。
タップハンドルを取り付ける
ハンドタップを使って手作業で加工を行う場合は、タップにタップハンドルと呼ばれる工具を取り付けます。
タップハンドルには、片手で作業を行えるT型や一文字型など、さまざまな種類があります。
タップハンドルとタップの大きさがあっていないと固定されないため、適切なタップハンドルを選ぶことが重要です。
機械加工の場合も、軸がぶれないようにしっかりと取り付けを行ってください。
機械油を塗る
タップ加工の際は、穴に切粉がたまりやすいです。
摩擦を減らして切粉の排出性を高めるために、機械油を塗ったうえで加工を行いましょう。
工作機械を使用する場合は、切削油を注油しながら加工を行ってください。
機械油や切削油の使用は、タップの破損や摩耗などを防ぐうえでも重要です。
タップを慎重にねじ込む
下穴をあけてタップを準備したら、下穴に対して垂直にタップを立て、押し付けながら回してかませます。
タップが斜めにかむとねじ穴も斜めになるので、確実に垂直になっているか確認を行うことが重要です。
タップを垂直にかませたら、慎重にねじ込みます。
無理に回すとタップが折れてしまう恐れがあるので、回転が重くなったら少し反対に回してください。
ハンドタップの場合、1番タップで作業を終えたら、2番タップ、3番タップと同様の作業を繰り返します。
ねじ山を切ることができたら、タップを反対方向に回して抜き取り、バリ取りを行って完了です。
タップ選びに重要なねじ規格の種類
メートルねじ
メートル法の単位でねじのサイズを表す規格で、一般的にはミリねじと呼ばれます。
ねじ山のピッチ間隔で細目と並目の2種類に分けられ、日本ではメートル並目ねじが使われることが多いです。
M3やM6などと表記され、呼び径を一目で確認できるようになっています。
インチねじ
名前の通り、インチでサイズが表記されているねじのことです。
1インチ(25.4m)を基準として、1インチ内にあるねじ山の数と太さでサイズが決まります。
アメリカ規格のユニファイねじ(UN)と、イギリス規格のウィットねじ(W)の2種類があり、ウィットねじは1968年にJIS規格では廃止されたものの、水道や建設といった現場では使われています。
管用ねじ
水道管など、配管類を接続・結合するためのねじです。
機械的接合を目的とした管用平行ねじと、気密性が必要な部分に使用する管用テーパーねじの2種類に分けられます。
サイズ表記はインチで行うのが一般的です。
ねじ穴の種類もタップ選定のポイント
めねじ加工を行う際は、穴の形状に応じてタップを使い分けることも重要です。
穴の形状は、貫通していない止まり穴と、貫通している通り穴に分けることができます。
止まり穴の加工に対して、切粉が進行方向側に排出されるポイントタップを使用すると、切粉が排出されずにタップの破損につながる恐れがあります。
また、穴が深すぎると、加工中にタップが折れる可能性が高くなる点にも注意が必要です。
一般的に、加工できるタップ穴の深さの限界はタップ径の2.5倍ほどとされます。
加工する穴の種類や深さに応じてタップを適切に使い分けることが、効率的に加工を行うためには欠かせません。
加工に応じたタップの選定が精度を高めるポイント
めねじ加工に使用するタップには、形状や加工方式によって様々な種類があります。
止まり穴加工にはスパイラルタップを使うなど、適した場面で使い分けることが大切です。
また、タップが折れてしまうこともあるため、作業は慎重に行う必要があります。
ご紹介した種類やタップの立て方、ねじ規格の種類などを踏まえて、精度の高い加工を行いましょう。
アスクでは多種多様な加工を行っております。
もちろんその中にはタップ加工が含まれた部品もあります。
様々な種類の加工を行っていることで、短納期につながるアイデアや技術が蓄えられています。
タップ加工のある試作品はアスクへお任せください!
こちらの記事はさくさくEC様の記事を参照しております。
試作全国対応!
簡単・最短1時間お見積り



動画の投稿もしておりますので良ければご覧ください♪