製品検査ってなに?検査のプロが簡単解説!
弊社の試作品は短納期でお届けするのはもちろんのこと、高品質な試作品をお届けできるように日々第三者の検査を行っております。
この製品検査について記事を書いていきたいと思いますので、本日もお付き合いください♪
製品検査とは
製品検査とは、製造された製品が規定された仕様や品質基準を満たしているかどうかを確認する工程です。
製造業では不良品の出荷を防ぐため、また顧客満足度を高めるために、検査は欠かせません。
検査は製品の外観、寸法、性能、機能などさまざまな観点から行われ、結果に応じて合格・不合格の判定が下されます。
近年では、高精度な測定機器や自動検査装置の導入により、検査の効率化と信頼性向上が図られています。
また、検査の記録を残すことでトレーサビリティを確保し、不具合発生時の原因追及や再発防止にも役立ちます。
製品検査の目的
製品検査の最大の目的は「不良品の流出を防ぐこと」です。
しかし、それだけでなく、検査結果を分析することで製造プロセスの問題点を発見し、工程改善につなげることもできます。
つまり、検査は単なる品質のチェックにとどまらず、品質保証や生産性向上のための重要な情報源でもあります。
また、顧客の要求に応じた品質水準を満たすことや、規制・法令への適合確認のためにも検査は不可欠です。
とくに医療機器や航空機部品など、安全性が強く求められる分野では、検査が製品の信頼性を左右します。
製品検査の種類

目視検査
目視検査は、人間の目で製品の外観を確認する最も基本的な検査方法です。
キズ、汚れ、変形、色ムラ、欠けなどを見つけるのに有効で、簡便かつ低コストで実施できるのが特徴です。
しかし、検査員のスキルや体調、集中力に依存するため、見落としやバラツキが生じるリスクがあります。
そのため、標準化された検査基準の整備や、照明条件・作業姿勢の最適化が重要です。
近年では画像処理を用いた外観検査装置の導入も進んでおり、人手による検査の補完や自動化が進んでいます。
寸法検査
寸法検査では、製品の各部のサイズが設計図通りであるかを測定します。
ノギス、マイクロメータ、三次元測定機などの測定器を使って、長さ、幅、高さ、角度、円の直径などを精密に確認します。
寸法のズレは製品の機能不全や組立不良につながるため、特に重要な検査項目です。
検査方法には、サンプルを抜き取って測定する「抜取検査」と、全数を測定する「全数検査」があります。
高精度が求められる製品では、三次元測定機やレーザー測定など非接触型の測定機器を活用することが一般的です。
機能検査
機能検査は、製品が本来の性能や機能を正しく発揮できるかどうかを確認する工程です。
たとえば、スイッチの動作確認、モーターの回転チェック、圧力や電圧の計測など、製品ごとに検査項目が異なります。
機能検査では、実際の使用環境を模した条件下で試験を行うこともあります。
自動車部品や家電製品など、安全性や耐久性が重視される製品では、特に厳しい検査基準が設けられています。
また、検査装置と連携させて自動化することで、検査のばらつきを抑えることが可能になります。
製品検査の工程と流れ
受入検査
受入検査は、外部から調達した原材料や部品が仕様を満たしているかを確認する検査です。
ここでの不良を見逃すと後工程で重大なトラブルを引き起こす可能性があるため、精密なチェックが求められます。
検査対象には、図面や仕様書に基づいた寸法や強度、材質、外観などが含まれます。
受入検査の結果は仕入先の評価にもつながり、不具合が多ければ取引の見直しや改善要請の対象となることもあります。
コストを抑えるためには信頼性の高い仕入先と連携し、検査の簡略化や省略を検討することも一つの手です。
工程内検査
工程内検査は、製品の加工・組立の途中段階で行う検査です。
ここでは工程ごとの仕上がりや精度を確認することで、不良の早期発見と拡大防止を図ります。
たとえば、穴あけ後の寸法確認や、塗装後の色ムラ確認などが該当します。
工程内で不良が見つかれば、その場で修正や再加工が可能であり、後工程への影響を最小限に抑えられます。
また、統計的品質管理(SQC)を取り入れることで、不良傾向の分析や工程の安定化にもつなげられます。
検査結果は品質改善の貴重なデータ源でもあります。
出荷前検査
出荷前検査は、最終製品がすべての仕様を満たしているかを確認し、顧客に納品できる状態であるかを判断する最終的な検査です。
この検査では外観・寸法・機能などを総合的にチェックし、不具合がないか徹底的に確認します。
不良品が出荷されれば顧客からのクレームや信頼喪失につながるため、特に厳しい管理が求められます。
出荷前検査は多くの場合「全数検査」が採用されますが、製品や取引先との契約内容によっては「抜取検査」が用いられることもあります。
記録の保存も重要なポイントです。
機械検査とは
機械検査とは、主に「寸法」「形状」「表面粗さ」「硬さ」「材料特性」などを機械的に測定し、製品の物理的な品質を確認する手法です。
製造業では高精度な製品が求められる場面が多く、こうした検査は信頼性を確保するうえで欠かせません。
代表的な機械検査には、三次元測定機を使った立体寸法測定、表面粗さ測定器による加工面の品質評価、ブリネル硬さ計やロックウェル硬さ計による材料硬度の確認などがあります。
また、検査機器のキャリブレーション(校正)や管理も品質保証体制に直結します。
機械検査は検査員の主観に左右されにくく、客観性の高いデータを取得できる点が最大の強みです。
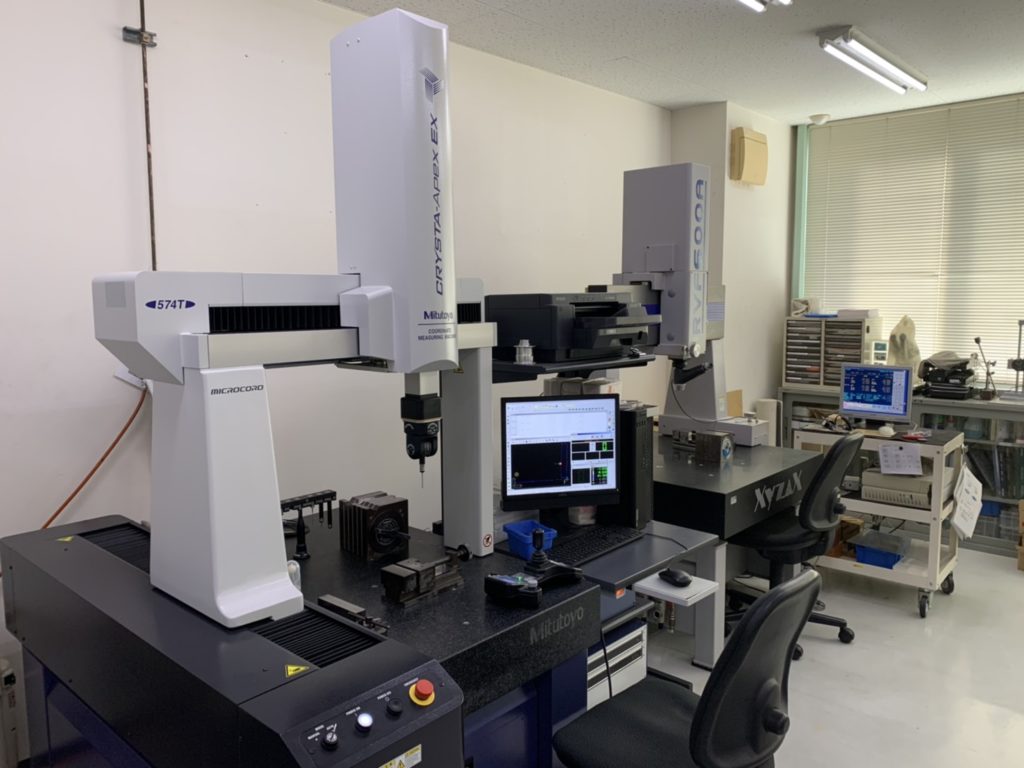
三次元測定機による検査
三次元測定機(CMM)は、製品の各点の座標を正確に測定することで、長さ、角度、位置関係などを立体的に解析できる装置です。
CADデータとの比較も容易で、複雑な形状の部品や高精度部品の寸法確認に最適です。
接触式のプローブで測定するタイプと、レーザーや光学式で非接触に測定するタイプがあります。
プログラムによる自動測定も可能で、検査効率が大きく向上します。
製造現場では、加工直後の部品をその場で測定できる「インライン検査」用のCMMも導入が進んでおり、リアルタイムでの品質確認が実現されています。
表面粗さ測定
表面粗さは、加工面の細かな凹凸を数値化したもので、製品の摩耗性や密着性、光沢などの性能に大きく関わります。
測定器を用いてRa(算術平均粗さ)やRz(最大高さ)などの指標を求め、設計値と比較して評価を行います。
特に切削加工や研磨加工などでは、表面仕上げの良否が製品機能に直結するため、厳しい管理が求められます。
高精度な製品では、粗さ測定器の針圧や移動速度にも注意が必要です。
また、近年では非接触式の表面粗さ測定装置も登場しており、繊細な製品でもダメージを与えずに検査できるようになっています。
材料硬さ試験
材料の硬さは、耐摩耗性や加工性、破損耐性に影響を及ぼす重要な特性です。
硬さ試験には、ブリネル硬さ(HB)、ビッカース硬さ(HV)、ロックウェル硬さ(HR)など複数の方式があり、製品の材質や形状、用途に応じて選定されます。
たとえば、ブリネル硬さ試験は比較的大きな試験面積を必要とし、鋳鉄などの粗い組織に向いています。
一方、ビッカース試験は微小な部品にも対応でき、精密部品や薄板材料の測定に適しています。
硬さ試験は熱処理後の確認などにも用いられ、品質の一貫性を保証するための基本的な検査です。
寸法測定器の種類
寸法測定機は、製品の長さ・幅・高さ・直径・角度などを正確に測定するための装置で、製品検査において非常に重要な役割を担います。
測定精度や測定範囲、接触・非接触の違いによってさまざまな種類があり、製品の形状や精度要求に応じて使い分けられます。
以下に代表的な寸法測定機を紹介します。
ノギス

ノギスは最も基本的な測定工具で、内径・外径・深さなどを簡単に測定できます。
デジタル表示付きのデジタルノギスは読み取りミスが少なく、現場でも広く使用されています。
精度は高くありませんが、取り回しが良く、簡易な検査に最適です。
マイクロメータ

マイクロメータは、ノギスよりも高精度(一般に±1μm程度)な寸法測定が可能です。
外径用、内径用、シート用などさまざまなバリエーションがあり、加工精度が高い部品の検査に欠かせません。
ただし測定範囲は狭いため、複数のサイズに対応するには交換が必要です。
ハイトゲージ

ハイトゲージは、測定盤の上に製品を置き、高さや段差、位置関係などを垂直方向に測定する装置です。
機械加工現場での使用頻度が高く、デジタル表示やプローブ付きの高機能タイプもあります。
主に平面上での正確な寸法測定に利用されます。
三次元測定機

三次元測定機は、X・Y・Z軸の空間座標をもとに複雑な立体形状を高精度に測定できる装置です。
自動でCADデータと比較し、測定結果をレポート化する機能もあります。
接触式・非接触式があり、高精度・高価な製品の検査には不可欠な設備です。
画像寸法測定器

非接触で高速に寸法を測定できるのが画像寸法測定機の特徴です。
CCDカメラを用いて対象物を撮影し、ソフトウェアで寸法を自動解析します。
量産品の抜取検査や、微細部品、柔らかい素材の検査に向いています。
レーザー測定器
レーザーを照射して距離を測る非接触式の測定機器です。
回転部品や熱を持った部品でも安全かつ迅速に測定可能で、インライン検査への応用も進んでいます。
表面状態や材質に影響を受けることがあるため、用途に応じた機種選定が必要です。
投影機

光学測定器の一種で測定原理は光学顕微鏡に似ています。
対象物を台に乗せ、下から光を当てることで、対象物の影がスクリーン上に投影される仕組みです。
スクリーン上の影を基準線などに合わせて、ステージを手動で移動させ、その移動量で寸法を測定したり、拡大した図面と重ね合わせてエッジ(輪郭)との差を目視で比較します。
大型の投影機では、スクリーンが直径1mを超えるものもあります。
このように投影機は、物理的にスクリーンに映した対象物の影から目視でエッジを判断する必要があります。
また、ステージの物理的な移動量や物理的なスケールを目視で確認して測定します。
そのため、測定にはスキルが求められ、多くの工数を要します。
試作全国対応!
簡単・最短1時間お見積り

他、ブログ記事もご覧ください♪

動画の投稿もしておりますので良ければご覧ください♪